
 您的位置:
您的位置:


糖精廢水處理中纏繞管換熱器的技術解析與應用價值
一、技術適配性:纏繞管換熱器在糖精廢水處理中的核心優勢
高效傳熱與抗污垢能力
糖精廢水成分復雜,含高濃度有機物、鹽分及懸浮物,易在換熱表面形成污垢層。纏繞管換熱器通過以下設計解決這一問題:

螺旋流道強化湍流:流體在螺旋管束中產生離心力與二次環流,湍流強度較傳統列管式提升3-5倍,傳熱系數可達5000-10000 W/(m2·K),顯著減少污垢沉積。
自清潔結構:殼程流體在管層間形成湍流,降低壁面附著,配合定期反沖洗裝置(如脈沖氣流清洗),可減少清洗頻次80%,延長設備運行周期。
材質適配性:針對廢水腐蝕性,可采用雙相不銹鋼(如2205)或鎳基合金(如Inconel 625),在濕氯氣環境中年腐蝕速率僅0.008mm,壽命較傳統材質延長3倍。
緊湊設計與空間優化
糖精廢水處理需多級換熱(如預熱、蒸發、冷凝),傳統設備占地面積大。纏繞管換熱器通過以下特點實現空間高效利用:
高單位體積傳熱面積:每立方米容積傳熱面積達100-170m2,較傳統管殼式提升2-3倍,相同換熱量下設備體積縮小40%-60%。
模塊化設計:支持單臺設備處理多股流體(如廢水與蒸汽、冷卻水同時換熱),簡化工藝流程,減少管道連接點,降低泄漏風險。
耐高壓與溫差適應性
糖精廢水處理可能涉及高溫蒸發(如MVR蒸發器)或低溫結晶工藝,纏繞管換熱器通過以下技術滿足工況需求:
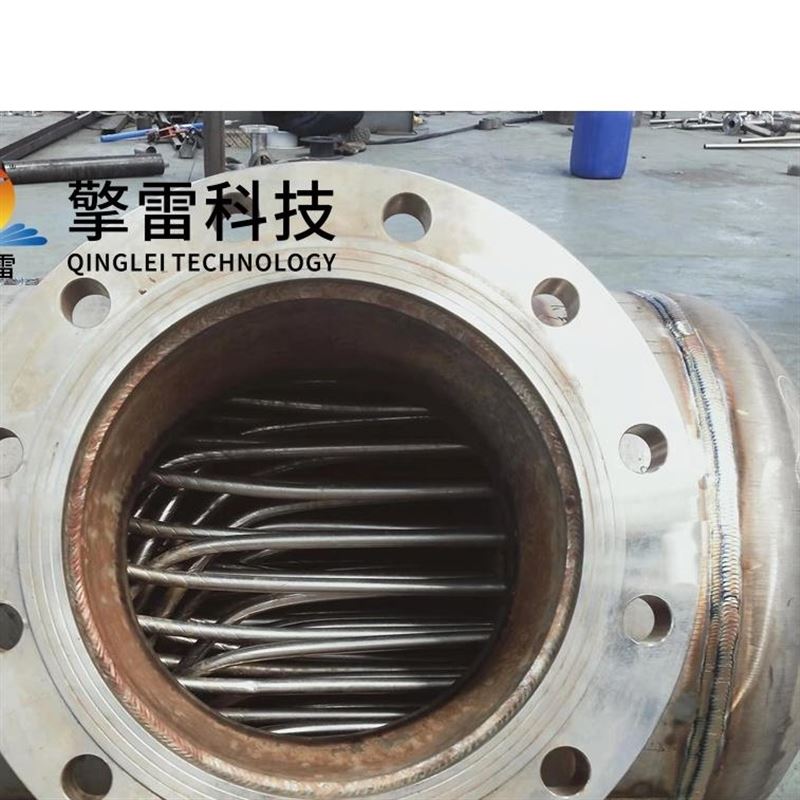
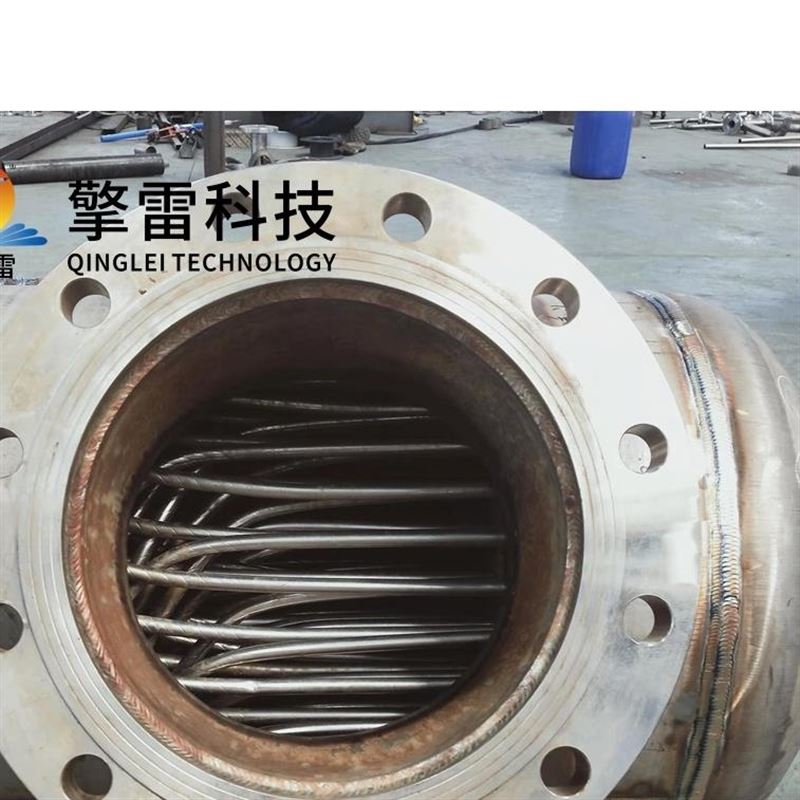
自支撐結構:管束通過層間焊接形成剛性結構,承壓能力達30MPa以上,適應高壓蒸發場景。
熱應力補償:螺旋纏繞結構允許管束自由端軸向伸縮,避免因溫差膨脹導致的應力集中,在-196℃至800℃工況下仍保持零泄漏運行。
二、應用場景:纏繞管換熱器在糖精廢水處理中的典型工藝環節
多效蒸發系統
功能:濃縮糖精廢水,減少后續處理負荷。
纏繞管優勢:
高效傳熱:在蒸發器中,管程廢水與殼程蒸汽逆流換熱,溫差利用率提升20%-30%,蒸發效率提高25%,年節約蒸汽1.2萬噸(以萬噸級處理量計)。
抗結垢設計:螺旋流道減少鹽分在管壁沉積,配合在線清洗系統,維持長期穩定運行。
MVR(機械蒸汽再壓縮)系統
功能:利用壓縮機提升二次蒸汽溫度,實現熱能循環利用。
纏繞管優勢:
高溫耐受性:采用Inconel 625合金管束,在1200℃氫環境下穩定運行超5萬小時,適應MVR系統高溫工況。
緊湊布局:單臺設備替代傳統多臺換熱器,占地面積縮減40%,降低安裝成本。

冷卻結晶系統
功能:降低廢水溫度,促使鹽分結晶析出。
纏繞管優勢:
精準控溫:通過數字孿生技術構建虛擬模型,結合CFD流場模擬,實現溫度波動±0.5℃以內,保障結晶粒度均勻性。
低流阻設計:優化螺旋角(通常30°-45°),平衡傳熱與壓降,降低泵送能耗15%-20%。
三、經濟與環境效益:纏繞管換熱器的綜合價值
運營成本降低
節能收益:在糖精廢水蒸發濃縮環節,纏繞管換熱器較傳統設備熱效率提升30%,年節約蒸汽成本超百萬元(以萬噸級處理量計)。
維護成本下降:自清潔結構減少清洗頻次,配合耐腐蝕材質,年維護成本降低50%以上。
環保效益顯著
廢水減排:通過高效蒸發與結晶,實現廢水減量化,減少后續生化處理負荷。
碳足跡降低:熱能循環利用(如MVR系統)減少化石燃料消耗,單條生產線年減排二氧化碳超千噸。
投資回報周期短
以某糖精生產企業為例,采用纏繞管換熱器替代傳統設備后,初始投資增加約20%,但通過節能與維護成本節約,投資回收期僅2-3年,長期運營效益突出。
四、選型與設計要點:纏繞管換熱器在糖精廢水處理中的關鍵參數
材質選擇
根據廢水成分選擇材質:
弱腐蝕性廢水:316L不銹鋼,成本較低且耐一般化工介質。
強腐蝕性廢水(含氯離子、酸性物質):雙相不銹鋼2205或哈氏合金C276,延長設備壽命。
流道設計優化
管徑:根據介質潔凈度選擇,糖精廢水含懸浮物時建議采用Φ15-20mm管徑,減少堵塞風險。

螺旋角:平衡傳熱與壓降,蒸發系統推薦40°-45°,冷卻系統推薦30°-35°。
智能控制系統集成
部署光纖測溫系統與聲發射傳感器,實現泄漏預警提前量達4個月,故障預警準確率98%。
結合AI算法自適應調節流體流量,確保換熱效率始終處于區間。
- 上一篇:催化劑再生廢水纏繞管換熱器
- 下一篇:制藥加熱冷卻兩用器—參數
 咨詢電話
咨詢電話