
 您的位置:
您的位置:


乙二醇列管換熱設備:工業熱交換中的高效解決方案
一、設備結構與核心組件
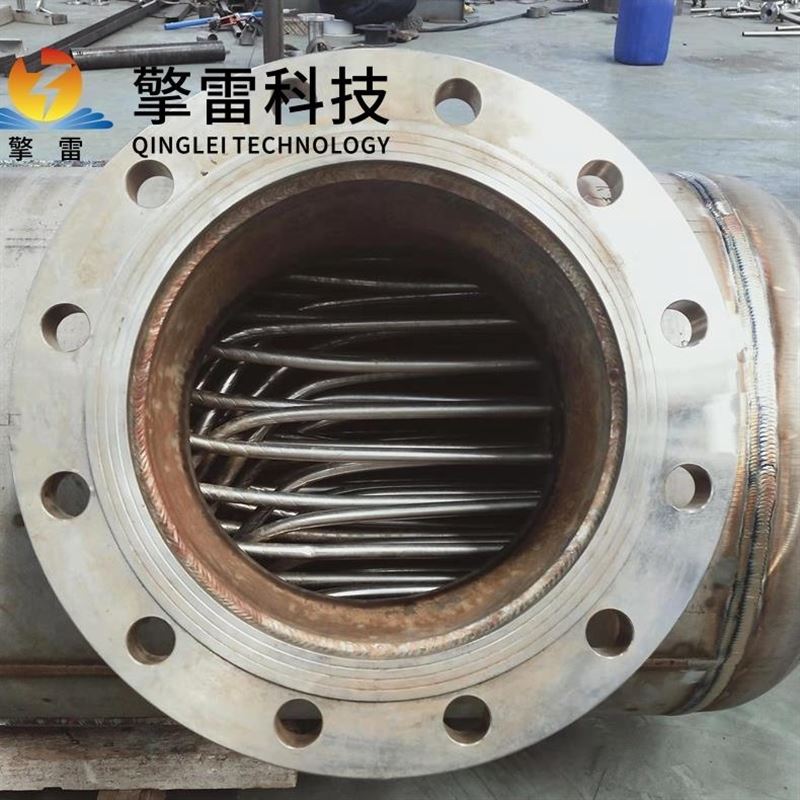
乙二醇列管換熱設備以列管式換熱器為基礎,通過優化設計實現乙二醇溶液與工藝流體的高效熱交換。其核心結構包括:
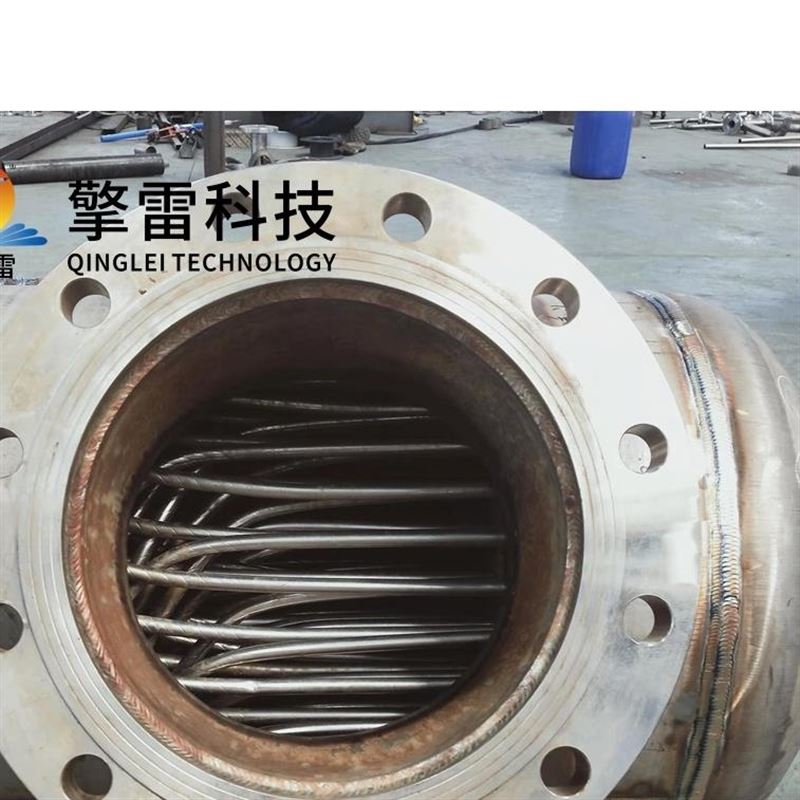
殼體與管束
殼體采用碳鋼或不銹鋼材質,承受高壓與耐腐蝕需求;管束由高效導熱管(如銅合金、不銹鋼)組成,管徑8-12mm,單管長度可達數百米,通過自動化焊接工藝實現緊湊布局。

創新設計:部分設備采用石墨烯涂層管束,導熱系數提升15%-20%,同時增強抗腐蝕性,延長使用壽命至15年以上。
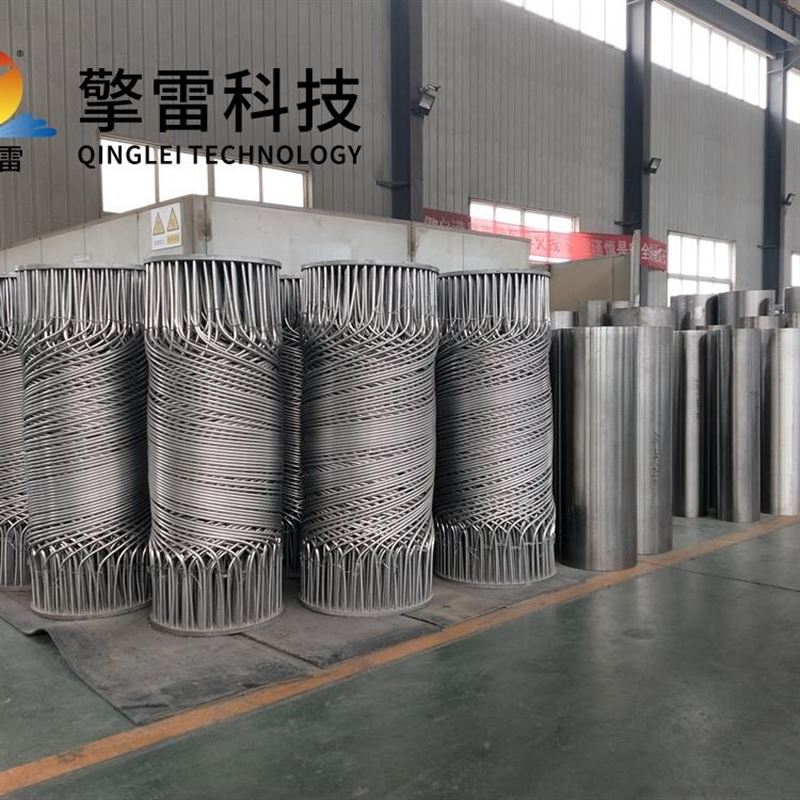
折流擋板與螺旋結構
殼程內設置圓缺形或盤環形折流擋板,引導流體多次改變方向,增加湍流程度,使殼程流速優化至1-2m/s,結合自清潔螺旋結構,清洗周期延長至12個月。
案例:某煉油廠催化裂化裝置中,設備通過折流擋板設計,使熱回收率從65%提升至88%,年節約標準煤2.1萬噸。
乙二醇循環系統
配備密閉膨脹罐、循環泵及閥門管道,確保乙二醇溶液在-50℃至150℃工況下穩定循環,避免低溫結晶或高溫分解。
安全設計:集成安全閥與壓力監測裝置,防止系統超壓,保障運行安全。
二、性能優勢:四大特性重塑熱交換效率
高效傳熱
湍流強化:螺旋纏繞管束使流體形成二次環流,傳熱系數達14000 W/(㎡·℃),較傳統設備提升30%-50%。
逆流設計:冷熱流體逆向流動,接近理想逆流換熱,所需傳熱溫差更小,熱能利用率顯著提高。

耐腐蝕與適應性
材料升級:鈦合金管束在濃硫酸、海水等強腐蝕介質中壽命超15年,維護成本降低70%。
寬溫壓范圍:耐受壓力達20 MPa,溫度覆蓋-196℃(LNG液化)至800℃,無需減溫減壓裝置。
結構緊湊與節能
體積縮減:同等換熱量下,設備體積僅為傳統換熱器的1/10,重量減輕60%,適用于空間受限場景。
能效提升:在RTO焚燒爐中預熱廢氣至760℃,減少燃料消耗30%,年節約運行成本超百萬元。
智能監控與自清潔
傳感器集成:光纖光柵傳感器實時監測管壁溫度梯度與流體流速,故障預警準確率>98%。
螺旋自清潔:流體沖刷管壁減少污垢沉積,清洗周期延長至12個月,維護效率提升40%。
三、應用場景:六大領域實現規模化落地
石油化工
催化裂化:冷卻高溫反應油氣,回收熱量用于原料預熱,單套裝置年減排CO? 2萬噸。
油品處理:在原油加熱、油品冷卻、氣體冷凝等環節中,設備故障率下降75%,年維護成本降低60%。
電力行業
汽輪機凝汽器:將蒸汽冷凝為水,保障機組高效運行,熱效率提升10%。
電站鍋爐:用于冷卻水循環與蒸汽冷凝,設備壽命延長至20年以上。
制冷與空調
乙二醇制冷系統:以乙二醇溶液為載冷劑,實現-50℃至150℃寬溫域制冷,廣泛應用于冷庫、醫藥冷藏等領域。
熱回收裝置:在傳染病房、無菌實驗室中,通過乙二醇循環回收排風冷量,降低新風溫度,系統負荷減少30%。
冶金行業
高爐煤氣余熱回收:熱回收率提升至88%,年節約標準煤2.1萬噸,碳排放降低15%。
連鑄機液壓系統:冷卻液壓油至60℃,設備壽命延長至10年以上。
新能源與環保
地熱發電:在雙循環系統中冷卻地熱流體,發電效率提升10%,單井年發電量增加50萬kWh。
濕法脫硫:冷卻煙氣至45℃,消除“白色煙羽”現象,滿足環保排放標準。
食品與醫藥
牛奶巴氏殺菌:精確控制溫度至±0.5℃,維生素保留率提高10%,符合HACCP衛生標準。
藥物合成:用于反應器冷卻與廢熱回收,產品純度提升至99.9%,收率增加5%。

四、未來趨勢:技術創新升級
材料革新
納米復合涂層:研發碳化硅-石墨烯復合材料,導熱系數突破300 W/(m·K),抗腐蝕性提升3倍。
高溫合金:鎳基高溫合金管束耐受1000℃高溫,適用于超臨界CO?發電等新興領域。
結構優化
3D打印流道:通過拓撲優化算法設計微孔結構,比表面積增加50%,傳熱效率再提升20%。
仿生學設計:模仿海洋貝類流道結構,使流體形成復雜高效流動模式,傳熱系數突破20000 W/(㎡·℃)。
智能化升級
數字孿生:構建設備三維模型,預測剩余壽命準確率>98%,運維效率提升40%。
AI優化控制:基于機器學習算法動態調整流體參數,系統能效提升15%。
綠色制造
閉環回收體系:建立管束回收網絡,材料利用率達95%,單臺設備生命周期碳足跡降低60%。
低碳工藝:采用清潔能源驅動循環泵,減少間接碳排放,助力“雙碳”目標實現。
- 上一篇:螺旋纏繞管殼式換熱器
- 下一篇:換熱設備機組-參數
 咨詢電話
咨詢電話