
 您的位置:
您的位置:
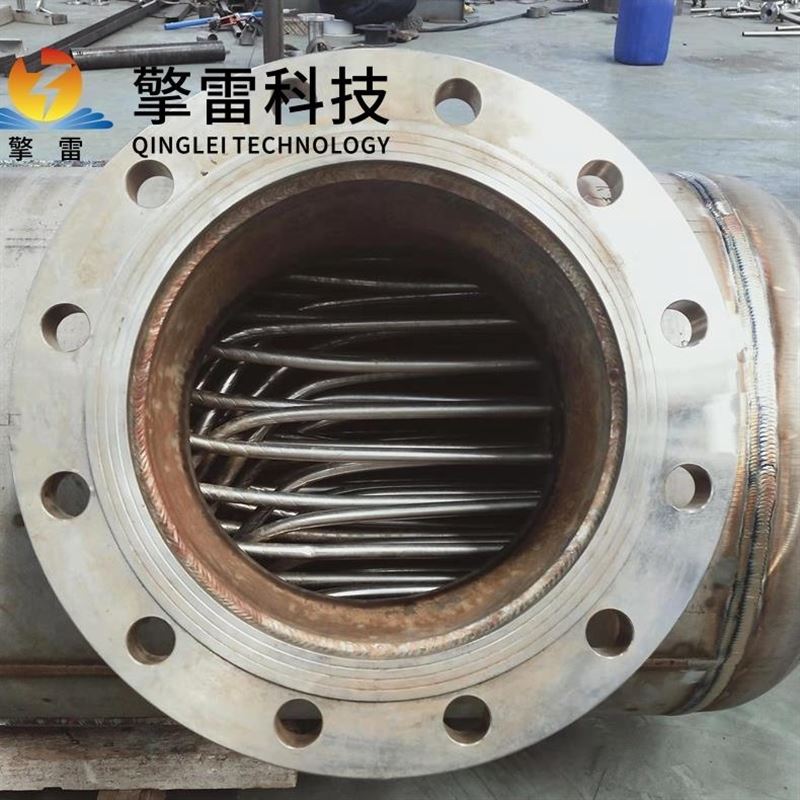




纏繞管式列管式熱交換器:工況下的高效傳熱革新方案
一、核心結構與工作原理
纏繞管式列管式熱交換器通過將多根金屬細管(如不銹鋼316L、鎳基合金、鈦合金等)以螺旋形式分層纏繞在中心筒體上,形成多層同心管束。相鄰兩層螺旋管的纏繞方向相反,并通過定距件保持精確間距,構建出復雜的三維流道。冷熱流體分別在管程(細管內)和殼程(細管外部)流動,通過管壁實現熱量傳遞。其核心優勢在于:
純逆流換熱:管程與殼程流體形成逆流流動,傳熱溫差分布均勻,熱回收效率提升15%-20%。例如,在LNG液化裝置中,端面溫差可控制在2℃以內,余熱回收效率提升28%,碳排放降低25%。

三維湍流強化:螺旋流道誘導流體產生二次環流,破壞邊界層,傳熱系數達13600-14000 W/(m2·℃),較傳統列管式換熱器提升30%-50%。在催化裂化裝置中,熱回收效率提升30%,年節約燃料氣50萬噸標煤。
自補償熱應力:螺旋纏繞結構允許管束自由伸縮,適應-200℃至1200℃的寬溫域工況,解決傳統設備因熱應力導致的泄漏問題。在加氫裂化裝置中,替代傳統U形管式換熱器后,法蘭數量減少,泄漏風險降低,催化劑壽命延長30%。
二、技術突破與性能優勢
高效傳熱與緊湊設計
單位體積傳熱面積提升50%:空間占用減少40%,體積僅為傳統列管換熱器的1/10左右,重量減輕40%,基建成本降低70%。例如,在海洋平臺FPSO裝置中,設備占地面積縮減40%,處理能力達8000噸/天。
多股流同步換熱:通過設置多股管程(殼程單股),實現單臺設備內多股流體同時換熱。在煤制氣項目中,煤氣化工藝效率提升22%,設備占地面積減少60%。

耐高壓與工況適應性
承壓能力達22MPa:采用高強度材料(如Inconel 625鎳基合金、CrMo鋼等),可承受20MPa管程壓力和15MPa殼程壓力,在1200℃氫環境下穩定運行超5萬小時。
抗腐蝕:雙相不銹鋼2205與PTFE涂層組合,在氯離子環境中壽命延長至15年;鈦合金設備在濕氯氣腐蝕環境中年腐蝕速率僅0.008mm。
模塊化與智能化升級
模塊化設計:支持在線擴容,某化工廠通過增加纏繞層數實現30%換熱能力提升,整個過程無需停機。
數字孿生與AI控制:集成5G+邊緣計算,實現毫秒級參數調節;開發自學習控制系統,適應非線性工況。在山東某煉化企業應用中,基于AI算法的自適應控制系統使單臺設備年節約蒸汽1.2萬噸。
三、跨行業應用場景解析
石油化工與煤化工
催化裂化裝置:回收高溫介質熱量,換熱效率提升30%以上,年節能費用達240萬元。
渣油加氫處理:承受720℃高溫與22MPa高壓,單臺設備年節約蒸汽1.2萬噸。
煤制氣項目:作為化肥合成氨裝置中低溫甲醇洗工段的核心設備,通過多股流同步換熱優化工藝流程,減少設備占地面積。
能源回收與低碳技術
LNG液化裝置:套LNG繞管換熱器在工廠一次性開車成功,完成72小時滿負荷連續穩定運行,實現2℃超小端面溫差,余熱回收效率提升28%,碳排放降低25%。
碳捕集與封存(CCUS):承受-30℃至150℃溫差,CO?捕集率提升至95%,助力燃煤電廠碳捕集效率提升。
制冷與低溫工程
空分裝置:在-196℃液氧蒸發工況下穩定運行,熱回收效率達92%。
鋼鐵行業余熱回收:通過全流程熱能管理實現噸鋼綜合能耗降低12kgce,年經濟效益超2億元。
醫藥與食品行業
制藥生產:316L不銹鋼材質符合FDA認證,溫差控制精度達±0.5℃,使某低溫反應釜產品收率提升15%。
食品加工:衛生級設計配合CIP清洗系統,確保果汁生產線微生物指標達標率100%,在飲料殺菌和乳制品濃縮中廣泛應用。

四、未來趨勢:從單一設備到智慧能源系統
材料創新:研發石墨烯涂層換熱管(傳熱性能提升20%)、鎳基高溫合金(耐受1200℃超高溫)、碳化硅-石墨烯復合材料(導熱系數突破300 W/(m·K)),拓展設備在超臨界CO?發電、氫能產業等工況的應用。
結構革新:利用3D打印技術實現復雜管束一體化成型,突破傳統制造限制;仿生螺旋流道設計模仿海洋貝類結構,進一步提升傳熱效率。
智能化與綠色化:構建余熱梯級利用系統,綜合能效提升35%;集成熱-電-氣多聯供系統,能源綜合利用率突破85%,推動工業向零碳工廠轉型。
五、結語
纏繞管式列管式熱交換器憑借其高效傳熱、工況適應性和智能化控制,已成為能源密集型工業領域的核心裝備。隨著材料科學、智能制造及物聯網技術的突破,該設備正從單一換熱單元向智慧能源系統核心組件演進,為全球碳中和目標實現提供關鍵技術支撐。
 咨詢電話
咨詢電話