
 您的位置:
您的位置:

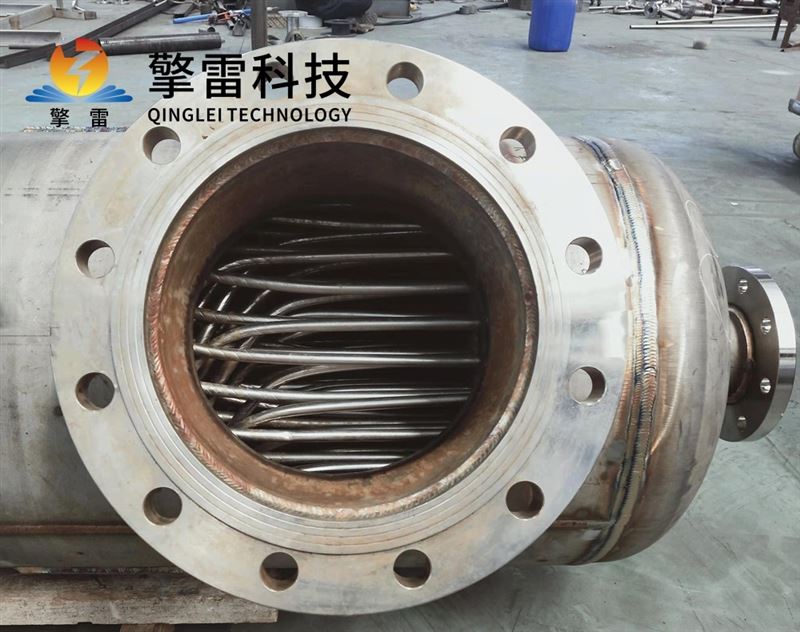



乙醇纏繞螺旋換熱器:高效傳熱與工業節能的創新解決方案
一、技術原理:螺旋結構驅動的湍流強化傳熱
乙醇纏繞螺旋換熱器通過獨特的螺旋管束設計,突破傳統直管式換熱器的傳熱局限。其核心創新點在于:

三維螺旋流道:換熱管以30°-45°螺旋角緊密纏繞于中心筒,形成復雜立體流道。流體在管程與殼程中呈螺旋狀流動,產生強烈離心力與二次流,湍流強度較傳統設備提升3-5倍,傳熱系數可達5000-14000 W/(m²·K)。
逆流-錯流復合流動:管程與殼程流體實現逆流換熱,同時螺旋流道使流體在軸向與徑向產生速度梯度,形成錯流效應。這種復合流動模式使平均溫差提升20%-30%,在相同換熱量下設備體積可縮小40%以上。
自支撐結構:纏繞管通過層間焊接形成自支撐結構,無需額外支撐件,承壓能力達30MPa以上,可穩定運行于超臨界CO?發電、深海油氣開采等高壓工況,設備壽命超10萬小時。
典型案例:某煉化項目應用后,換熱面積增加25%,而設備體積縮小40%,傳熱效率提升30%。
二、材料創新:耐腐蝕與耐高溫的雙重突破
乙醇生產工況復雜,換熱器需兼顧耐腐蝕性與高溫穩定性:
316L不銹鋼:在含Cl?、有機酸環境中年腐蝕速率<0.01mm,設備壽命長達15年,是碳鋼設備的5倍。某酒精企業應用后,年節約能源成本超百萬元。
鈦合金:耐氫氟酸、熔融鹽等強腐蝕介質,某化工廠應用后設備壽命從18個月延長至8年。
陶瓷復合管:碳化硅涂層管耐受1200℃高溫,應用于垃圾焚燒爐、煤化工等高溫腐蝕工況。
表面處理技術:換熱管表面粗糙度Ra≤0.8μm,符合FDA與GMP要求;設備實現CIP在線清洗,微生物殘留<1 CFU/100cm²,確保乙醇產品純度。

三、工藝適配性:全流程溫控解決方案
乙醇生產涵蓋發酵、蒸餾、脫水及精制等環節,纏繞螺旋換熱器通過定制化設計滿足差異化需求:
發酵溫控:維持30-35℃恒溫環境,溫差波動控制在±0.5℃以內,保障酵母活性。玉米乙醇生產線中設備實現發酵溫度精準控制,乙醇產率提升5%。
蒸餾熱回收:處理95%vol乙醇-水共沸混合物,承受105-120℃高溫,確保乙醇回收率≥99.5%。五塔差壓精餾系統中,設備回收95%酒精蒸汽熱量,綜合能耗降低15%。
分子篩脫水:采用-20℃至150℃寬溫域調節,滿足吸附-再生循環需求。分子篩脫水系統中設備使無水乙醇純度達99.9%。
余熱利用:煉油工藝中,將高溫油品的熱量傳遞給低溫原料,實現能量合理利用。某煉油廠常減壓塔預熱系統技術改造后,換熱面積減少40%,蒸汽消耗降低25%。
跨行業應用:
超臨界發電:沙特某光熱電站應用螺旋管換熱器,機組承受700℃、30MPa工況,熱電轉換效率突破50%。
地熱開發:冰島地熱發電站處理180℃硅酸鹽介質,換熱效率達88%,年發電量超1億kWh。
廢水處理:某企業采用螺旋管換熱器回收余熱驅動ORC發電機組,年發電量超百萬千瓦時。
四、性能優勢:數據支撐的表現
指標纏繞螺旋換熱器傳統列管式換熱器
傳熱系數8000-13600 W/(m²·℃)2000-4000 W/(m²·℃)
體積效率單位體積換熱能力提升3-5倍-
壓降控制系統壓降≤0.05MPa壓降高30%-50%
耐溫范圍-196℃至1200℃-20℃至400℃
耐壓能力25MPa4-10MPa
維護周期清洗周期6-12個月每月清洗1-2次

典型案例:
天然氣液化項目:單臺設備處理量達500噸/小時,冷凝效率98%,年節約燃料氣用量50萬噸標煤。
乙烯裂解裝置:急冷油冷凝器承受>400℃高溫與腐蝕性介質,設備壽命超5年,熱回收效率提升30%。
鋼鐵廠余熱回收:余熱利用率提升45%,發電效率提升38%,年節約標煤12萬噸。
五、智能化與未來趨勢:技術融合變革
數字孿生技術:通過CFD仿真與實時數據映射,構建設備虛擬模型,實現運行狀態實時監控與預測性維護。某石化企業應用后,故障預測準確率提升至92%,非計劃停機減少70%,年維護成本降低50%。
抗結垢創新:研發石墨烯涂層抗結垢技術,維護周期延長至5年;采用形狀記憶合金自動補償熱膨脹,壽命超10萬小時。
模塊化設計:支持單臺設備處理量從10㎡擴展至1000㎡,體積縮小70%,重量減輕30%。根據客戶工藝需求,可定制不同材質、結構及溫控范圍的換熱器。
新能源適配:在PEM電解槽中實現-20℃至90℃寬溫域運行,氫氣純度達99.999%;地熱發電中處理含SiO?的地熱流體,螺旋纏繞結構避免結垢堵塞,設備壽命延長至10年。
市場前景:預計到2026年,中國纏繞式換熱器市場規模將達38.1億元,年均復合增長率(CAGR)18.5%。環保政策與“雙碳”目標加速高效換熱器需求,部分地區對采用節能設備的企業提供稅收優惠。
- 上一篇:酵母廢水列管式換熱器-簡介
- 下一篇:熒光劑碳化硅換熱器-簡介
 咨詢電話
咨詢電話