
 您的位置:
您的位置:




催化劑再生廢水換熱器-原理
一、技術背景:催化劑再生廢水的處理挑戰
催化劑再生廢水是石油煉化、煤化工等工業領域的關鍵副產物,其特性對換熱設備提出嚴苛要求:
強腐蝕性:pH值可低至2以下,Cl?濃度超100ppm,含硫酸、鹽酸等酸性物質及重金屬離子(如鉛、汞),對金屬設備形成電化學與化學腐蝕雙重作用。例如,某煉油廠催化裂化裝置的金屬換熱器因Cl?腐蝕,年泄漏率達15%,維護成本占運營成本的30%。

高溫環境:再生過程需在500-800℃高溫下進行,廢水溫度達120-150℃,傳統金屬材料易發生熱疲勞與蠕變。
成分復雜:含催化劑顆粒、硅鋁酸鹽等固體雜質,易在換熱表面沉積形成污垢層,降低傳熱效率并增加流體阻力。某化工廠金屬換熱器運行6個月后,污垢層厚度達2mm,傳熱系數下降40%。
二、核心結構:三維湍流與螺旋纏繞的協同優化
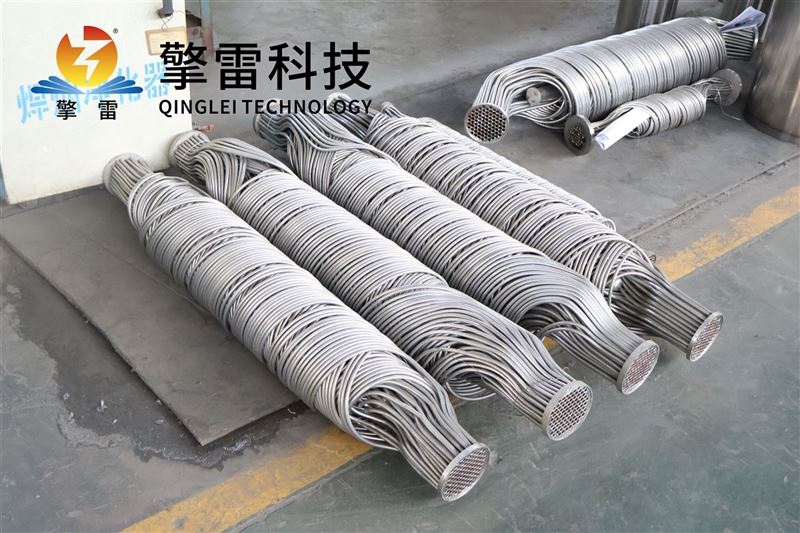
螺旋纏繞管束設計
換熱管以40°螺旋角纏繞于中心筒體,形成三維螺旋通道。流體在通道內產生徑向速度分量,通過離心力破壞熱邊界層,湍流強度提升3-5倍。實測數據顯示,其傳熱系數可達12000-14000 W/(m2·℃),較傳統直管式換熱器提升2-4倍。
案例:某石化企業余熱回收系統改造后,換熱效率提升40%,單臺設備年節約蒸汽1.2萬噸,碳排放減少8000噸。
微通道與多流程結構
微通道設計:通道尺寸可小至0.3mm,比表面積達5000 m2/m3,換熱效率較傳統設備提高5倍。某煉油廠催化裂化裝置采用微通道碳化硅換熱器處理含催化劑顆粒的高溫油氣,設備壽命延長3倍,壓降降低40%。
多流程設計:采用4管程結構,使流體多次折返流動,湍流強度提升40%,傳熱系數增加25%。某食品廠采用雙殼程碳化硅換熱器處理啤酒廢水時,熱回收效率提高30%,能耗降低22%。
自適應熱膨脹結構
管束自由端采用撓性設計,可吸收熱膨脹應力,減少管板焊縫泄漏風險。設備壽命延長至20年以上,較傳統金屬設備提升4倍。

三、材料創新:碳化硅陶瓷的耐腐蝕與耐高溫優勢
耐腐蝕性能
碳化硅(SiC)陶瓷在濃硫酸(98%)、氫氟酸(HF)、熔融鹽(如NaNO?-KNO?)等強腐蝕介質中,年腐蝕速率<0.005mm,是哈氏合金的1/10。例如,某氫氟酸廢水處理項目采用碳化硅換熱器后,設備壽命從2年延長至12年,年維護成本降低75%。
適用于Cl?濃度>100ppm的溶液,避免傳統金屬換熱器因氯離子腐蝕導致的泄漏問題。
耐高溫與熱震性
熔點高達2700℃,可在1600℃下長期穩定運行,短時耐受2000℃以上高溫。例如,在鋼鐵企業均熱爐煙氣余熱回收項目中,碳化硅換熱器將空氣預熱至600℃,燃料節約率達40%。
能承受快速溫度變化(如從700℃驟冷至250℃不破裂),適應催化劑再生過程的高溫波動。
抗污垢性能
表面粗糙度Ra≤0.8μm,不易吸附雜質,結合螺旋纏繞結構或微通道設計,可進一步降低結垢風險。某制藥企業采用Φ19×1.5mm碳化硅管處理抗生素發酵廢水,連續運行180天未出現堵塞。
四、應用場景:跨行業的熱交換解決方案
石油煉化
在催化裂化裝置中,回收高溫煙氣余熱,空氣預熱溫度提升至600℃,燃料節約率達40%。
處理含催化劑顆粒的高溫油氣,設備壽命延長3倍,壓降降低40%。
煤化工
在合成氨裝置中,纏繞管熱交換器的傳熱效率較傳統設備提升40%,單臺設備年節約蒸汽1.2萬噸。
電力行業
某熱電廠采用碳化硅換熱器進行鍋爐煙氣余熱回收,系統熱耗降低12%,年節電約120萬度,減排CO?超1000噸。
低溫工程
在-162℃的LNG液化過程中,設備實現高效傳熱,支撐天然氣液化產業鏈。LNG繞管換熱器完成72小時滿負荷運行,液化效率提升15%,單位產能投資降低30%。
五、經濟性與環保效益
全生命周期成本低
初始投資雖較不銹鋼設備高30%-50%,但壽命延長至15-20年(不銹鋼設備僅5-8年)。以100m3/h廢水處理規模為例,20年總成本(含維護)較不銹鋼設備降低40%,熱回收效率提升30%-50%。
節能減排
某煉油廠催化裂化裝置采用碳化硅換熱器后,年節約標準煤1200噸,減少二氧化碳排放3120噸,符合國家“雙碳"戰略要求。
資源循環利用
通過高效熱回收,可降低廢水處理過程中的蒸汽消耗,同時減少冷卻水用量,實現水資源與能源的雙重節約。

六、未來趨勢:智能化與材料復合化
智能化控制
集成物聯網傳感器,實時監測管壁溫度梯度、流體流速等16個關鍵參數,故障預警準確率>98%。某催化劑生產企業通過AI算法動態調節工況,能效提升8%-12%,年節約蒸汽消耗1200噸。
材料復合化
開發碳化硅-石墨烯復合涂層管型,進一步提升耐蝕性與抗熱震性,適應更苛刻的工況。
結構微型化
結合3D打印技術制造復雜流道,實現微納尺度傳熱強化,滿足小型化、集成化設備需求。
催化劑再生廢水換熱器-原理
- 上一篇:甲醇纏繞管冷凝器-原理
- 下一篇:鈦材換熱器
 咨詢電話
咨詢電話